



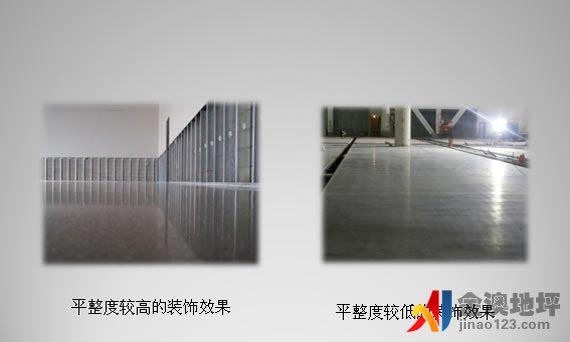
നല്ല വെയർ-റെസിസ്റ്റന്റ് ഫ്ലോർ (അല്ലെങ്കിൽ ഉയർന്ന നിലവാരമുള്ള ക്യൂറിംഗ് ഇൻഫിൽട്രേഷൻ ഫ്ലോർ) നിർമ്മിക്കണമെങ്കിൽ, കോൺക്രീറ്റ് അടിത്തറയുടെ ശക്തി, പ്രത്യേകിച്ച് പരന്നത എന്നിവ നിങ്ങൾ കൈകാര്യം ചെയ്യണം. നല്ല വെയർ-റെസിസ്റ്റന്റ് ഫ്ലോർ, വെയർ-റെസിസ്റ്റന്റ് അഗ്രഗേറ്റിന്റെ ഗുണനിലവാരവുമായി മാത്രമല്ല അടുത്ത ബന്ധം പുലർത്തുന്നത്. മികച്ച ബേസ് കോഴ്സ് ഗ്രൗണ്ട് ആവശ്യമാണ്. ഏറ്റവും സമഗ്രവും പൂർണ്ണവുമായ കോൺക്രീറ്റ് ലേസർ ലെവലിംഗും വെയർ-റെസിസ്റ്റന്റ് ഫ്ലോർ സാങ്കേതികവിദ്യയും നിങ്ങൾക്ക് നൽകുക എന്നതാണ് ഈ പ്രബന്ധത്തിന്റെ ലക്ഷ്യം. നിരവധി വർഷത്തെ വ്യവസായ പരിചയം അനുസരിച്ച് ഷാങ്ഹായ് ജിഷോ എഞ്ചിനീയറിംഗ് & മെക്കാനിസം കമ്പനി ലിമിറ്റഡ് സംഗ്രഹിച്ച നിർമ്മാണ രീതികളാണ് ഇനിപ്പറയുന്ന ഉള്ളടക്കങ്ങൾ. നിങ്ങളുടെ റഫറൻസിനായി.
നിർമ്മാണ പ്രക്രിയ: ബേസ് കോഴ്സ് ട്രീറ്റ്മെന്റ് → വെയർഹൗസ് ഫോം വർക്ക് സെറ്റിംഗ് → കോൺക്രീറ്റ് ഫീഡിംഗ് → ലേസർ ലെവലിംഗ് മെഷീൻ പേവിംഗ്, വൈബ്രേറ്റിംഗ്, ഒതുക്കൽ → മെറ്റൽ അഗ്രഗേറ്റ് വ്യാപിപ്പിക്കൽ → കലണ്ടറിംഗും സ്ലറി എക്സ്ട്രാക്ഷൻ → പോളിഷിംഗ് → നനവ്, ക്യൂറിംഗ് → മെക്കാനിക്കൽ ജോയിന്റ് കട്ടിംഗും ഗ്രൗട്ടിംഗും.


ലേസർ സ്ക്രീഡ് നിർമ്മാണ ചിത്രം
അടിസ്ഥാന ചികിത്സ
1. ഒന്നാമതായി, ബേസ് കോഴ്സിലെ മാലിന്യം നീക്കം ചെയ്യണം, ബേസ് കോഴ്സിന്റെ ഉപരിതലത്തിൽ മറ്റ് മാലിന്യങ്ങൾ ഉണ്ടാകരുത്.
2. ഉപരിതല എലവേഷൻ ഏകതാനമാക്കുന്നതിന് ഉപരിതലത്തിന്റെ പ്രാദേശികമായി നീണ്ടുനിൽക്കുന്ന ഭാഗം ഉളി ഉപയോഗിച്ച് മുറിക്കുക. കോൺക്രീറ്റിന്റെ പേവിംഗ് കനം ഉറപ്പാക്കാൻ, ഡിസൈൻ എലവേഷനിൽ നിന്ന് ± 2cm ഉള്ളിൽ ബേസ് കോഴ്സിന്റെ പരന്നത മാനദണ്ഡങ്ങൾ പാലിക്കുന്നുണ്ടോയെന്ന് പരിശോധിക്കുക.
ടെംപ്ലേറ്റ് ക്രമീകരണങ്ങൾ
ഒന്നാമതായി, മുഴുവൻ പ്ലാന്റിന്റെയും സ്റ്റീൽ കോളം സ്ഥാനം, ഡിസൈൻ ആവശ്യകതകൾ, ഫോം വർക്ക് തയ്യാറാക്കൽ, വാഹന യാത്രാ ദിശ, ലെവലിംഗ് ഉപകരണങ്ങളുടെ നിർമ്മാണ സവിശേഷതകൾ എന്നിവ അനുസരിച്ച്, ഒരു വിശ്വസനീയമായ നിർമ്മാണ പകരൽ പദ്ധതി രൂപപ്പെടുത്തിയിരിക്കുന്നു. നിർമ്മാണ മേഖലയിൽ കർക്കശമായ ഫോം വർക്ക് സ്ഥാപിക്കണം. ചാനൽ സ്റ്റീൽ കൊണ്ട് നിർമ്മിച്ച ഒരു പ്രത്യേക ഫോം വർക്ക് ആയിരിക്കണം, കൂടാതെ ഫോം വർക്കിന്റെ മുകളിലെ ദ്വാരം അകത്തും പുറത്തും പരന്നതും സ്ഥിരതയുള്ളതുമാക്കുന്നതിന് ക്രമീകരിക്കണം.
സ്ലൈഡിംഗ് ലെയർ സജ്ജമാക്കുക
ഫോം വർക്ക് സ്ഥാപിച്ച ശേഷം, കോൺക്രീറ്റ് പ്രതലത്തിൽ നിന്ന് ബേസ് കോഴ്സ് വേർതിരിക്കുന്നതിനും ഒരു സ്ലൈഡിംഗ് പാളി രൂപപ്പെടുത്തുന്നതിനും നിർമ്മാണ പ്രദേശം പ്ലാസ്റ്റിക് ഫിലിം കൊണ്ട് മൂടണം.
ബൈൻഡിംഗ് റൈൻഫോഴ്സ്മെന്റ് മെഷ്
1. സൈറ്റിൽ കേന്ദ്രീകൃതവും ഏകീകൃതവുമായ ബാച്ചിംഗ് വഴി റൈൻഫോഴ്സ്മെന്റ് മെഷ് പ്രോസസ്സ് ചെയ്യുകയും ബൈൻഡിംഗിന് ശേഷം സ്റ്റാക്കിങ്ങിനായി നിയുക്ത സ്ഥാനത്തേക്ക് കൊണ്ടുപോകുകയും വേണം. അസംസ്കൃത വസ്തുക്കളുടെ ഗുണനിലവാരം ഉറപ്പാക്കാൻ റൈൻഫോഴ്സ്മെന്റ് ഉപരിതലം വൃത്തിയുള്ളതും അഴുക്ക്, തുരുമ്പ് മുതലായവ ഇല്ലാത്തതുമായിരിക്കണം. റൈൻഫോഴ്സ്മെന്റ് മെഷ് പൂർണ്ണമായും കെട്ടിയിരിക്കണം, കൂടാതെ അകലവും വലുപ്പവും ഡിസൈൻ, സ്പെസിഫിക്കേഷൻ ആവശ്യകതകൾ നിറവേറ്റണം. ബൈൻഡിംഗിന് ശേഷം, സംരക്ഷണ പാളി മതിയോ, ബൈൻഡിംഗ് ഉറച്ചതാണോ, അയവുണ്ടോ എന്ന് കാണാൻ റൈൻഫോഴ്സ്മെന്റ് മെഷ് പരിശോധിക്കുക.
2. കോൺക്രീറ്റ് ഒഴിക്കുന്നതിനുമുമ്പ്, തൊഴിലാളികൾ നിശ്ചിത സ്ഥാനത്ത് അത് സ്ഥാപിക്കണം. ബലപ്പെടുത്തൽ മെഷിന്റെ വലിപ്പം 3M × 3m ആണ്.
ലേസർ ലെവലിംഗ് മെഷീൻ കമ്മീഷൻ ചെയ്യൽ
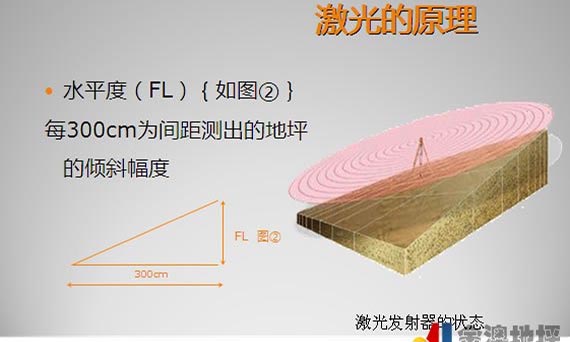
കോൺക്രീറ്റ് ഒഴിക്കുന്നതിനുമുമ്പ്, ലേസർ ലെവലിംഗ് മെഷീൻ ഡീബഗ് ചെയ്യണം. ലേസർ ട്രാൻസ്മിറ്റർ സ്ഥാപിച്ച് ലെവൽ ചെയ്യുക, കോൺക്രീറ്റ് ലെവലിംഗ് മെഷീനിന്റെ ലെവലിംഗും ഉയരവും ട്രാൻസ്മിറ്റ് ചെയ്ത സിഗ്നലിന് അനുസൃതമായി ക്രമീകരിക്കുക, അങ്ങനെ കോൺക്രീറ്റ് ഗ്രൗണ്ടിന്റെ ഉയരവുമായി ഇത് പൊരുത്തപ്പെടുന്നു. അതേസമയം, ലെവലിംഗ് ഹെഡിന്റെ രണ്ട് അറ്റങ്ങളിലുമുള്ള ഉയര വ്യത്യാസം 0.5 മില്ലിമീറ്ററിനുള്ളിൽ ക്രമീകരിക്കുക. വലിയ തോതിലുള്ള നിർമ്മാണത്തിന് മുമ്പ്, ആദ്യം പരീക്ഷണ ഉൽപാദനത്തിനായി ഉപകരണങ്ങൾ ഉപയോഗിക്കുക, പിശകുകളൊന്നുമില്ലെന്ന് ഉറപ്പാക്കുക.
കോൺക്രീറ്റ് പകരൽ
1. വാണിജ്യ കോൺക്രീറ്റ് ഉപയോഗിക്കണം. വാണിജ്യ കോൺക്രീറ്റിന്റെ സേവന പ്രകടനം പ്രസക്തമായ സ്പെസിഫിക്കേഷനുകളുടെ ആവശ്യകതകൾ നിറവേറ്റണം, കൂടാതെ ഫോം വർക്കിലേക്ക് കോൺക്രീറ്റ് വീഴുന്നത് 160-180 മി.മീ.യിൽ നിയന്ത്രിക്കണം.
2. കോൺക്രീറ്റ് അവസാനം മുതൽ ക്രമീകൃതമായ രീതിയിൽ പാകണം. കോൺക്രീറ്റ് മിശ്രിതം ഫോം വർക്കിലേക്ക് ഒഴിക്കുമ്പോൾ, അൺലോഡിംഗ് കേന്ദ്രീകരിക്കുകയും സാവധാനത്തിൽ നടത്തുകയും വേണം, കൂടാതെ വെർച്വൽ കനം ഫോം വർക്കിനേക്കാൾ ഏകദേശം 2cm കൂടുതലായിരിക്കണം. ആവശ്യമെങ്കിൽ, മെറ്റീരിയൽ കുറയ്ക്കുകയോ കൂട്ടിച്ചേർക്കുകയോ ചെയ്യണം, കൂടാതെ ലംബവും തിരശ്ചീനവുമായ ഭാഗങ്ങൾ ആവശ്യകതകൾ നിറവേറ്റണം. കോൺക്രീറ്റ് തടസ്സമില്ലാതെ തുടർച്ചയായി പാകണം.
3. കോൺക്രീറ്റ് ഒഴിച്ചതിനുശേഷം, ലെവലിംഗ് മെഷീനിന്റെ ടെലിസ്കോപ്പിക് ഭുജത്തിന്റെ ഫലപ്രദമായ പരിധിക്കുള്ളിൽ കോൺക്രീറ്റ് കൂമ്പാരങ്ങൾ ഏകദേശം സ്വമേധയാ നിരപ്പാക്കണം, തുടർന്ന് ലേസർ ലെവലിംഗ് മെഷീൻ ഉപയോഗിച്ച് വൈബ്രേഷൻ, കോംപാക്ഷൻ, ലെവലിംഗ് എന്നിവ ഒരേസമയം പൂർത്തിയാക്കണം. ലെവലിംഗ് പ്രക്രിയയിൽ, ഒരു ദിശ തത്വമായി എടുത്ത്, അകത്തു നിന്ന് പുറത്തേക്ക് ഘട്ടം ഘട്ടമായി പിന്നിലേക്ക് കിടക്കുക.
4. മൂലകൾ, സ്റ്റീൽ തൂണുകൾ തുടങ്ങിയ മെക്കാനിക്കൽ നിർമ്മാണം നടത്താൻ കഴിയാത്ത സ്ഥലങ്ങൾ ഒതുക്കി കൈകൊണ്ട് നിരപ്പാക്കണം.
വസ്ത്രം പ്രതിരോധിക്കുന്ന തറ നിർമ്മാണം
കോൺക്രീറ്റിന്റെ പ്രാരംഭ സജ്ജീകരണത്തിന് മുമ്പ്, സ്ലറി ഡിസ്ചാർജ് ചെയ്യപ്പെടുന്നതുവരെ ഡിസ്ക് ട്രോവൽ ഉപയോഗിച്ച് ഏകദേശം പ്ലാസ്റ്റർ ചെയ്യണം, കൂടാതെ കോൺക്രീറ്റ് ഉപരിതലത്തിൽ ഹാർഡനർ തുല്യമായി വിതരണം ചെയ്യണം. ഹാർഡനർ ഒരു നിശ്ചിത അളവിൽ വെള്ളം ആഗിരണം ചെയ്ത ശേഷം, പൊടിക്കാൻ തുടങ്ങുക; പരുക്കൻ പൊടിച്ചതിന് ശേഷം, ഹാർഡനറിന്റെ രണ്ടാമത്തെ പാളി വിതറണം, കൂടാതെ മെറ്റീരിയലിന്റെ അളവ് മുമ്പത്തെ പ്രക്രിയയുടെ 1/3 ആയിരിക്കണം. പൊടിക്കുമ്പോൾ ക്രോസ് ഗ്രൈൻഡിംഗ് നടത്തണം, കൂടാതെ നഷ്ടപ്പെട്ട ഗ്രൈൻഡിംഗ് അനുവദിക്കില്ല.
ട്രോവൽ കോംപാക്ഷനും പോളിഷിംഗും
1. ലേസർ ലെവലിംഗിന് ശേഷം, പ്രാരംഭ സജ്ജീകരണത്തിന് മുമ്പും ശേഷവും കോൺക്രീറ്റ് ഉയർത്തി ഒരു ട്രോവൽ ഉപയോഗിച്ച് പൂർത്തിയാക്കണം. ഉപരിതല പാളിയുടെ കാഠിന്യം അനുസരിച്ച് ഡിസ്ക് ഗ്രൈൻഡറിന്റെ ട്രോവലിംഗ് പ്രവർത്തനം പലതവണ നടത്തണം. കോൺക്രീറ്റ് ഗ്രൗണ്ടിന്റെ കാഠിന്യം അനുസരിച്ച് മെക്കാനിക്കൽ ട്രോവലിംഗിന്റെ പ്രവർത്തന വേഗത ഉചിതമായി ക്രമീകരിക്കണം, കൂടാതെ മെക്കാനിക്കൽ ട്രോവലിംഗ് പ്രവർത്തനം ലംബമായും തിരശ്ചീനമായും നടത്തണം.
2. അന്തിമ സജ്ജീകരണത്തിന് മുമ്പ്, ഗ്രൈൻഡറിന്റെ ഡിസ്ക് ഒരു ബ്ലേഡായി മാറ്റി, പൊടിക്കുന്നതിനും മിനുക്കുന്നതിനുമുള്ള ആംഗിൾ ക്രമീകരിക്കുക. സാധാരണയായി, തറയുടെ തിളക്കം ഏകതാനമാക്കുന്നതിന് പോളിഷിംഗ് പ്രവർത്തനം 2 തവണയിൽ കൂടുതൽ ആണ്.
സ്ലിറ്റ്:തേയ്മാനം പ്രതിരോധിക്കുന്ന ഉപരിതല കോഴ്സ് നിർമ്മിച്ചതിനുശേഷം സന്ധികൾ 2-3D സമയത്തിനുള്ളിൽ മുറിക്കണം. സന്ധികൾ മുറിക്കുന്നതിന് 5cm കനവും കോൺക്രീറ്റ് കനത്തിന്റെ 1/3 ൽ കുറയാത്ത ആഴവുമുള്ള വെറ്റ് കട്ടിംഗ് സ്വീകരിക്കണം. കട്ടിംഗ് സീം നേരായതും മനോഹരവുമായിരിക്കണം.
ക്യൂറിംഗ്: കോൺക്രീറ്റ് പോളിഷ് ചെയ്ത ശേഷം, അത് ഫിലിം കൊണ്ട് മൂടുകയും ക്യൂറിംഗിനായി നനയ്ക്കുകയും വേണം. ക്യൂറിംഗ് കാലയളവിൽ, ഉപരിതല കോഴ്സിന്റെ കോൺക്രീറ്റ് ശക്തി 1.2MPa ൽ എത്താത്തപ്പോൾ, ആരും അതിൽ നടക്കരുത്.
കോൾക്കിംഗ്
1. രണ്ടാഴ്ചത്തേക്ക് തറ ഉണങ്ങിക്കഴിഞ്ഞാൽ, കട്ടിംഗ് ജോയിന്റ് നന്നായി വൃത്തിയാക്കുക, കട്ടിംഗ് ജോയിന്റിലെ എല്ലാ അയഞ്ഞ കണികകളും പൊടിയും നീക്കം ചെയ്യുക.
2. ദീർഘനേരം ഇലാസ്തികത നിലനിർത്തുന്നതും വേഗത്തിൽ ഉണങ്ങുന്നതും ആയ പോളിയുറീൻ സീലന്റ് ഉപയോഗിച്ച് ചുരുങ്ങൽ ജോയിന്റ് നിറയ്ക്കണം.
നിയന്ത്രണ നടപടികൾ
1. സൈറ്റിൽ ഉപയോഗിക്കുന്ന വസ്തുക്കൾ സൈറ്റ് സ്വീകാര്യതയ്ക്ക് വിധേയമായിരിക്കണം, കൂടാതെ സ്വീകാര്യത പാസാക്കിയ ശേഷം നിയുക്ത സ്ഥാനത്ത് അടുക്കി വയ്ക്കണം. വാട്ടർപ്രൂഫ് ആവശ്യകതകളുള്ള വസ്തുക്കൾ ഈർപ്പം, മഴ എന്നിവയ്ക്കെതിരെ പ്രസക്തമായ നടപടികൾ സ്വീകരിക്കേണ്ടതുണ്ടെന്ന് ശ്രദ്ധിക്കുക.
2. പരിചയസമ്പന്നരായ നിർമ്മാണ മാനേജ്മെന്റ് ഉദ്യോഗസ്ഥരെയും വൈദഗ്ധ്യമുള്ള നിർമ്മാണ ഓപ്പറേറ്റർമാരെയും നൽകുക. നിർമ്മാണത്തിന് മുമ്പ്, നിർമ്മാണ യന്ത്രങ്ങളുടെയും ഉപകരണങ്ങളുടെയും ശരിയായ ഉപയോഗത്തെക്കുറിച്ചും പ്രധാന പ്രക്രിയകളുടെ നിയന്ത്രണത്തെക്കുറിച്ചും സാങ്കേതിക വെളിപ്പെടുത്തൽ നടത്തുന്നതിന് പ്രസക്തമായ ഉദ്യോഗസ്ഥരെ സംഘടിപ്പിക്കണം, അതുവഴി നിർമ്മാണ ഉദ്യോഗസ്ഥർ ഓരോ പ്രക്രിയയുടെയും പ്രവർത്തനത്തിൽ പ്രാവീണ്യമുള്ളവരാണെന്ന് ഉറപ്പാക്കണം.
3. നിർമ്മാണ യന്ത്രങ്ങളും ഉപകരണങ്ങളും ആവശ്യകതകൾ നിറവേറ്റുകയും നല്ല നിലയിലായിരിക്കുകയും ചില പ്രധാന ഉപകരണങ്ങൾ തയ്യാറാക്കുകയും വേണം.
4. പൊടിയും മറ്റ് വസ്തുക്കളും നിലം മലിനമാക്കുന്നത് തടയാൻ നിർമ്മാണ സ്ഥലത്തിന്റെ പരിസരം വൃത്തിയായും വൃത്തിയായും സൂക്ഷിക്കണം.
5. ജോലി കഴിഞ്ഞ് സൈറ്റ് വൃത്തിയാക്കുന്നുവെന്ന് ഉറപ്പാക്കാൻ സൈറ്റിൽ അവശേഷിക്കുന്ന പോക്കറ്റുകൾ, മാലിന്യങ്ങൾ, മറ്റ് മാലിന്യ വസ്തുക്കൾ എന്നിവ എല്ലാ ദിവസവും നീക്കം ചെയ്യണം. പ്രത്യേക വസ്തുക്കളുടെ മാലിന്യങ്ങളുടെ കാര്യത്തിൽ, പ്രത്യേക വസ്തുക്കളുടെ സംസ്കരണത്തിനുള്ള ആവശ്യകതകൾക്ക് അനുസൃതമായിരിക്കണം സംസ്കരണ രീതി.
അവസാനമായി, മുകളിൽ പറഞ്ഞ നടപടിക്രമങ്ങൾ കർശനമായി പാലിക്കുന്നതിനു പുറമേ, ഒരു നല്ല തേയ്മാനം പ്രതിരോധശേഷിയുള്ള തറയ്ക്ക് കോൺക്രീറ്റും തേയ്മാനം പ്രതിരോധശേഷിയുള്ള തറയും തമ്മിലുള്ള ഏകോപനവും സഹകരണവും ആവശ്യമാണ്.
1983-ൽ സ്ഥാപിതമായ ഷാങ്ഹായ് ജിഷൗ എഞ്ചിനീയറിംഗ് & മെക്കാനിസം കമ്പനി ലിമിറ്റഡ്, കോൺക്രീറ്റ് തറയുടെ മേഖലയിലെ യന്ത്രങ്ങളുടെ ഗവേഷണ വികസനം, ഉത്പാദനം, വിൽപ്പന എന്നിവയിൽ ശ്രദ്ധ കേന്ദ്രീകരിക്കുന്നു. ലേസർ സ്ക്രീഡ് മെഷീൻ, പവർ ട്രോവൽ, കട്ടിംഗ് മെഷീൻ, പ്ലേറ്റ് കോംപാക്ടർ, ടാമ്പിംഗ് റാമർ, മറ്റ് യന്ത്രങ്ങൾ എന്നിവ ഏറ്റവും പുതിയ സാങ്കേതികവിദ്യ ഉപയോഗിക്കുന്നു, കൂടാതെ ഉപഭോക്താക്കൾ വ്യാപകമായി പ്രശംസിക്കുകയും ചെയ്യുന്നു.
ലോകമെമ്പാടുമുള്ള 100-ലധികം രാജ്യങ്ങളിൽ ഇതിന് ഉപഭോക്താക്കളുണ്ട്, കൂടാതെ വ്യവസായത്തിലെ ഒരു മുൻനിരയുമാണ്. നിങ്ങൾക്ക് എന്തെങ്കിലും ചോദ്യങ്ങളുണ്ടെങ്കിൽ, നിങ്ങൾക്ക് DYNAMIC-നെ വിളിക്കാം, ഞങ്ങൾ നിങ്ങളെ പൂർണ്ണഹൃദയത്തോടെ സേവിക്കും!
പോസ്റ്റ് സമയം: ഓഗസ്റ്റ്-24-2022